
Ostatnia aktualizacja 28 lipca 2022
Polska jest potęgą w Unii Europejskiej jeśli chodzi o produkcję jaj i ich export do strefy Euro. Ale nie znajduje się wśród liderów ich spożycia w UE. Z artykułu nie dowiesz się co jest robione z odchodami drobiu z takiej produkcji i jaka jest jej forma, ale dowiesz się, że jajka to samo zdrowie i dowiesz się jakie są formy ich sterylizacji i dezynfekcji przed sprzedażą, aby konsument był zadowolony, że spożywa produkt bezpieczny i zdrowy. Sami jesteśmy smakoszami jajek. Na końcu kolejnego długiego artykułu przeczytasz jak rynek jaj jest monitorowany w UE i parę danych o imporcie, exporcie i cenach tego produktu w UE.
Jajo kurze jest uważane za jeden z najbardziej pełnowartościowych pokarmów w przyrodzie ze względu na swoją wysoką wartość odżywczą. Składa się ono z wielu składników odżywczych, witamin, minerałów, kwasów tłuszczowych i białka, co czyni je jednym z najważniejszych pokarmów w żywieniu człowieka. Te składniki odżywcze są skutecznie wchłaniane i niezbędne do prawidłowego funkcjonowania organizmu człowieka.
Ponadto w większości krajów jest tanie i łatwo dostępne, co pozwala na zwiększenie spożycia żywności o wysokiej wartości odżywczej przez ludność o niskich dochodach .
Światowa konsumpcja jaj wzrasta każdego roku, a co za tym idzie, wzrasta również ich produkcja. Głównym producentami jaj są Chiny, Stany Zjednoczone, Indie, Meksyk, Brazylia, Rosja, Unia Europejska. Warto zauważyć, że kraje te znajdują się w pierwszej dziesiątce państw produkujących jaja kurze na świecie.
Jajka składają się w około 65% z wody, 12% z białka, 11% z lipidów i 12% z popiołu substancji mineralnych; mają też niską zawartość węglowodanów i dostarczają tylko 72 kalorii. Ponadto jest źródłem witamin rozpuszczalnych w wodzie i tłuszczach, takich jak retinol, tokoferol, kwas askorbinowy, ryboflawina, kwas pantotenowy i witamina D oraz składników mineralnych, takich jak wapń, żelazo, fosfor, miedź i cynk.
Jajka zaliczane są do żywności o wysokiej wartości biologicznej, ponieważ posiadają wszystkie aminokwasy niezbędne w żywieniu człowieka.
Jajko składa się z trzech głównych składników: skorupki (11%), białka (58%) i żółtka (31%).
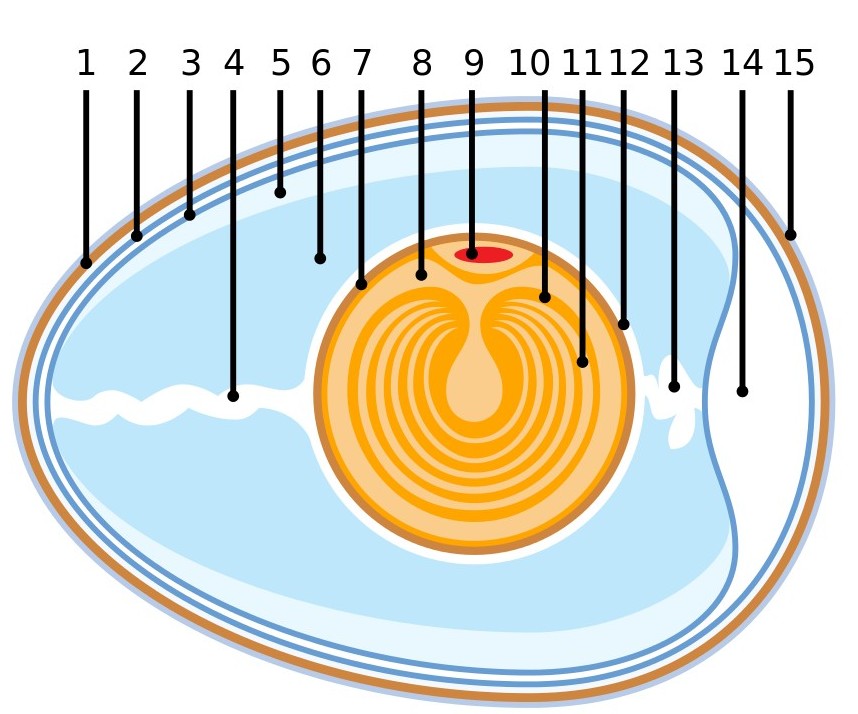
Białko jaja, stanowiące 58% całego jaja, składa się głównie z wody (ok. 88%), jest ubogie w tłuszcz i bogate w białko. Białko jaja składa się z około 40 różnych rodzajów białek, które są odpowiedzialne za jego właściwości funkcjonalne i antybakteryjne. Głównymi białkami obecnymi w jaju są: albumina jaja (stanowiąca 50% białek), konalbumina, owalomukoid, lizozym, owalomucyna, awidyna i owaloglobulina. W białku jaja obecny jest również dwutlenek węgla, który sprawia, że jest ono mętne, ale substancja ta ma tendencję do zanikania w jajach dojrzałych, przez co staje się ono bardziej przezroczyste niż jaja świeże. Białko ma zdolność tworzenia piany; ma ona zasadnicze znaczenie przy sporządzaniu sufletów, bezów i omletów; ulega ona denaturacji w temperaturze powyżej 58°C.
Żółtko to centralna część, która znajduje się w białku jaja, ma żółty kolor, stanowi 31% jaja i zawiera trzy czwarte całkowitej wartości kalorii.
Pigmentacja żółtek jaj może się różnić w zależności od sposobu żywienia ptaków, jednak nie ma ona wpływu na jakość i wartość odżywczą jaj. Większość składników odżywczych jaja jest obecna w żółtku, które składa się głównie z lipidów (34%) i białek, takich jak lecytyna i białka globularne. Białko lecytyna jest odpowiedzialne za emulgowanie produktów takich jak majonez czy sos holenderski. Żółtko jaja składa się w około 50% z wody, a jego denaturacja następuje w temperaturze powyżej 62,5°C.
Termin “produkty jajeczne” odnosi się do jaj, które zostały wyjęte ze skorupek w celu poddania ich procesom przetwarzania, takim jak rozbijanie, filtrowanie, mieszanie, pasteryzacja, chłodzenie, mrożenie, suszenie i/lub pakowanie. Definicja ta obejmuje całe jaja, żółtko lub białko jaja, które zostały przetworzone, pasteryzowane i mogą występować w postaci płynnej, zamrożonej lub odwodnionej.
Jajka są spożywane na całym świecie, ponieważ są bardzo uniwersalne, co pozwala na ich wykorzystanie w różnych potrawach kulinarnych. Mogą być podawane samodzielnie lub jako składnik, który poprawia teksturę, smak, strukturę, wilgotność i zwiększa wartość odżywczą. Jaja mają również duże znaczenie w przemyśle spożywczym, ze względu na ich właściwości technologiczne, takie jak wprowadzanie powietrza, żelatynizacja i emulgowanie, które są pożądane w bezach, herbatnikach, wyrobach piekarniczych i mięsnych.
Droga produkcyjna rozpoczyna się na fermach, gdzie jaja są przewożone do magazynów w celu umycia, sklasyfikowania i zapakowania w opakowania ze styropianu lub masy celulozowej. Następnie są one pakowane w kartony i wysyłane ciężarówkami do hurtowni w celu odsprzedaży detalicznej.
Pomimo wartości odżywczej i właściwości funkcjonalnych jaja, istnieją pewne problemy wynikające z jego przechowywania, które mogą wpływać na pogorszenie jakości.
Fakt, że jajo jest produktem bogatym w składniki odżywcze sprawia, że sprzyja ono rozwojowi mikroorganizmów psujących i chorobotwórczych.
Przyjmuje się, że pozostałe 95% przeznaczone jest do spożycia w warunkach naturalnych, gdzie jaja nie przechodzą kontroli jakości przed wykorzystaniem ich do jakiegoś preparatu, tak jak to jest wymagane w przemyśle spożywczym. Dlatego też warunki przechowywania jaj, takie jak czas i temperatura, mają zasadnicze znaczenie dla zapewnienia bezpieczeństwa i jakości, ponieważ jaja są pakowane w ich naturalnej postaci i w przypadku wystąpienia problemu jakościowego, będzie on widoczny dla konsumenta dopiero w momencie użycia.
Na ogół jaja są w niewielkim stopniu zanieczyszczone w momencie wysiadywania, co zwykle ma miejsce po owulacji.
Jaja mogą zostać skażone w kontakcie z odchodami: poprzez skażenie przezłożyskowe (gdy jajniki kury są zakażone) lub poprzez wniknięcie mikroorganizmów przez pory i mikroskopijne pęknięcia w skorupce, czy to w procesie mycia, transportu opakowań, czy przechowywania.
Rodzajami bakterii, które w największym stopniu przyczyniają się do pogorszenia jakości jaj są Pseudomonas, Acinetobacter, Proteus, Aeromonas, Alcaligenes, Escherichia, Micrococcus, Serratia, Enterobacter i Flavobacterium.
Tymczasem bakterie chorobotwórcze związane z jajami to Salmonella, Staphylococcus, Campylobacter jejuni, Listeria monocytogenes i Yersinia enterocolitica.
W związku z tym jaja muszą być poddane pewnej obróbce, która przedłuża ich trwałość i zmniejsza ryzyko zanieczyszczenia mikroorganizmami przenoszonymi przez żywność. Obróbki te mogą być termiczne lub nietermiczne, przy czym te ostatnie są lepiej znane jako techniki alternatywne do obróbki termicznej jaj.
Obróbka cieplna jaj – Pasteryzacja
W celu wydłużenia okresu przydatności do spożycia jaj i ich produktów oraz zmniejszenia ryzyka dla konsumentów związanego z patogenami przenoszonymi przez żywność, takimi jak Salmonella, konieczne jest poddanie tych produktów pasteryzacji. W związku z tym, aby uniknąć pogorszenia jakości tej żywności, metodą o szerokim zastosowaniu jest pasteryzacja termiczna.
Jajo pasteryzowane jest preferowane w przemyśle spożywczym, w porównaniu z produktem występującym w naturze. Poza zachowaniem smaku, koloru, wartości odżywczych i właściwości funkcjonalnych, metoda ta przynosi korzyści operacyjne, takie jak ograniczenie strat i odpadów, łatwość odmierzania porcji i mniej miejsca do przechowywania, a także oszczędność czasu i pracy.
Gorąca woda, para, mikrofale, częstotliwość radiowa (RF) i liofilizacja to niektóre z metod termicznych stosowanych do odkażania jaj i produktów jajecznych. Każda z tych metod wykorzystuje inny zakres temperatur.
Chociaż metody odkażania z wykorzystaniem ciepła są skuteczne w redukcji drobnoustrojów, mogą one negatywnie wpływać na cechy fizyko-chemiczne, zawartość składników odżywczych, a także na właściwości sensoryczne, takie jak kolor i konsystencja, co sprawia, że ten rodzaj żywności i jej produkty są mniej atrakcyjne dla konsumentów.
Metoda gorącej wody
Obecnie główną metodą pasteryzacji całych jaj jest stosowanie gorącej wody, ale pasteryzuje się mniej niż 1% wszystkich jaj w skorupkach. Zazwyczaj proces ten przeprowadza się w urządzeniu znanym jako łaźnia wodna. W urządzeniu tym woda jest podgrzewana do określonej temperatury, a jaja są umieszczane w urządzeniu i poddawane ogrzewaniu w określonych odstępach czasu.
Badania wykazały, że obciążenie inokulowanych komórek Salmonella typhimurium było znacznie zmniejszone po pasteryzacji jaj w skorupkach w cyrkulującej łaźni wodnej w temperaturze 57°C przez 15 minut.
Całe jaja poddane pasteryzacji w łaźni wodnej w temperaturze 57°C przez 20 minut zachowały swoją jakość i wykazały zmniejszenie liczby drobnoustrojów.
W przypadku jaj w stanie płynnym skuteczność cyrkulującej kąpieli wodnej w inaktywacji Salmonella enteritidis w temperaturze 65°C sprawdzono w przedziale czasowym 0-7 minut, wykazując zmniejszenie skażenia już po 3 minutach. Ten sam proces miał mniejszy wpływ na lepkość jaj w porównaniu z obróbką wysokociśnieniową, co ma pozytywny wpływ na funkcjonalność i pozwala na stosowanie jaj w stanie płynnym w różnych produktach.
Odkażanie tą metodą można również uzyskać przez wynurzenie jaj (bez pękania) w wodzie o temperaturze 95°C przez 10 sekund. Badania wykazały, że gdy płynne jaja poddaje się działaniu temperatury powyżej 70°C przez 1,5 sekundy, następuje znaczna redukcja Salmonella enteritidis. Jednakże, pomimo skuteczności w odkażaniu jaj, metoda ta wpłynęła na jakość jaj, zmieniając ich teksturę, wytrzymałość błony żółtkowej, zawartość albumin i właściwości żółtka.
Jednakże mycie jaj może spowodować zmniejszenie lub usunięcie warstwy kutikuli otaczającej skorupę jaja (odpowiedzialnej za ochronę przeciwdrobnoustrojową), co zwiększa prawdopodobieństwo inwazji drobnoustrojów, obniżając jakość i żywotność mytych jaj.
Metoda parowa
Pasteryzacja parowa może być cenną alternatywą dla odkażania powierzchni jaj, także w związku z zakazem stosowania wody w jajach wprowadzonym przez Unię Europejską. Konieczne jest jednak przeprowadzenie dalszych badań nad skutecznością odkażania jaj tą techniką. Wśród dostępnych opracowań są takie, w których badano możliwość zastosowania obróbki pistoletem parowym do pasteryzacji powierzchni jaj. Zbadano temperatury wewnątrz i na zewnątrz jaja i ustalono, że 180°C przez 8 sekund to najlepsza metoda odpowiadająca temperaturze powierzchni, najwyższa, jaką można osiągnąć bez szkodliwych zmian w jakości jaj. Niestety, nie przeprowadzono badań mikrobiologicznych.
Pasteryzację całych jaj można zakończyć, stosując wytwornice pary o temperaturze 60°C przez 8 sekund, podczas gdy jaja wirują dzięki pomocy inżynierii mechanicznej. Następnie jaja są poddawane działaniu zimnego powietrza przez generatory gorącego powietrza (20-25°C) przez 32 sekundy. Zabieg ten był skuteczny w ograniczaniu Salmonella enteritidis i Salmonella typhimurium w skorupkach jaj i nie miał wpływu na jakość jaj.
Pasteryzacja całych jaj może być przeprowadzona przy użyciu wytwornic pary w temperaturze niższej niż podawano wcześniej (podgrzewanie w temperaturze 60°C przez 8 sekund), podczas gdy jaja toczą się przy pomocy urządzeń mechanicznych. Następnie jaja są poddawane działaniu zimnego powietrza przez wytwornice gorącego powietrza (20-25°C) przez 32 sekundy. Metoda ta skutecznie ograniczyła występowanie Salmonella enteritidis i Salmonella typhimurium w skorupkach jaj i nie wpłynęła na ich jakość. Metoda ta jest zalecana do pasteryzacji żółtek, białek i płynów z całych jaj.
Po ocenie i porównaniu cech jakościowych jaj poddanych działaniu pary wodnej i jaj w naturze, po 28 dniach przechowywania w temperaturze 20°C, można było zauważyć, że parametry jakościowe (pH i barwa) nie różniły się, co wskazuje, że obróbka parą wodną nie wywiera negatywnego wpływu na główne cechy jakościowe jaj. Parametry te, wraz z wynikami mikrobiologicznymi uzyskanymi w jajach zaszczepionych doświadczalnie, sugerują, że przemysłowe zastosowanie obróbki parą wodną jaj przed pakowaniem jest przydatne do osiągnięcia redukcji o około 90% populacji Salmonella enteritidis, która naturalnie infekuje powierzchnię jaj.
Metoda mikrofalowa
Metoda termiczna wspomagana mikrofalami jest technologią obróbki termicznej, która zapewnia szybkie ogrzewanie objętościowe. Fale elektromagnetyczne są w stanie zredukować Salmonella enteritidis, która często występuje w skorupkach jaj. Częstotliwość mikrofal waha się od 300 MHz do 300 GHz, a długość fali od 1 mm do 1 m. W celu wytworzenia ciepła mikrofale oddziałują z materiałami dielektrycznymi i mieszają cząsteczki w zmiennym polu elektromagnetycznym. Ogólnie rzecz biorąc, żywność ma doskonałą zdolność pochłaniania mikrofal ze względu na wysoką zawartość wody lub węgla, co może skutkować szybszym wzrostem temperatury, a tym samym wymaga mniej czasu na inaktywację obecnych w niej mikroorganizmów.
Mikrofale to łatwa i niedroga metoda podgrzewania żywności. Jednak sposób rozprowadzania pochłoniętej energii zależy od kształtu, powierzchni i matrycy żywności, a także od rodzaju używanego sprzętu. Jajka mają tendencję do pękania podczas stosowania tej metody podgrzewania i dezynfekcji, jeśli sprzęt wykazuje wysoki poziom energii. Dlatego przy stosowaniu tego typu procedur idealnym rozwiązaniem jest stosowanie niskich poziomów energii i powolne podgrzewanie produktu.
Ogrzewanie prądem o częstotliwości radiowej
Pasmo częstotliwości radiowych (RF) widma elektromagnetycznego obejmuje szeroki zakres wysokich częstotliwości, zwykle w paśmie kHz (3 kHz < f ≤ 1 MHz) lub MHz (1 MHz < f ≤ 300 MHz).
W ogrzewaniu o częstotliwości radiowej energia elektromagnetyczna jest przenoszona bezpośrednio na produkt, powodując jego nagrzewanie na skutek tarcia i interakcji między cząsteczkami (ciepło jest wytwarzane wewnątrz produktu). Ogrzewanie za pomocą fal radiowych jest również znane jako dielektryczne ogrzewanie wysokiej częstotliwości. Podczas ogrzewania radiowego ogrzewany produkt tworzy “dielektryk” pomiędzy dwiema metalowymi płytkami kondensatora (elektrodami), które są na przemian naładowane dodatnio i ujemnie przez wysokie pole prądu elektrycznego.
Ogrzewanie radiowe jest obiecującym zastosowaniem w przetwórstwie żywności, ze względu na szybkie i równomierne rozprzestrzenianie się ciepła, lepszą penetrację i niskie zużycie energii. Badania przeprowadzone na jajkach z wykorzystaniem ogrzewania radiowego (10 MHz-3 GHz) w temperaturach 5-56°C wykazały, że skorupka jajka i błona skorupki są wyjątkowo przezroczyste dla tej technologii. Im bardziej przezroczysty jest badany i pasteryzowany produkt, tym skuteczniejsze jest jego odkażanie.
Zanurzenie jaj w dejonizowanej wodzie w połączeniu z falą radiową skupioną na żółtku i chłodzeniem powierzchniowym wykazało wysoki potencjał bezpieczeństwa z mikrobiologicznego punktu widzenia. Połączenie fal radiowych (60 MHz) w wodzie o temperaturze 35°C przez 3,5 minuty spowodowało, że temperatura wewnątrz żółtka jajka wynosiła 61°C. Następnie jajko było ponownie podgrzewane. Następnie jajo ponownie ogrzewano przez kolejne 20 min w wodzie o temperaturze 56,7°C. Podczas tego dwuetapowego procesu, trwającego 23,5 minuty, populacja Escherichia coli znacznie się zmniejszyła (6,5 log); jednak w porównaniu z pasteryzacją tylko gorącą wodą, potrzeba było 60 minut, aby zredukować populację drobnoustrojów o 6,6 log. Połączenie metody RF i gorącej wody było szybsze niż istniejący proces komercyjny, w którym stosuje się tylko gorącą wodę.
Wadą RF jest jednak to, że jeśli nie jest ona jednorodna, można zaobserwować tworzenie się pierścieni koagulacyjnych wokół komórki powietrznej jaja, co może zaszkodzić procesowi odkażania ze względu na wpływ na jakość produktu.
Liofilizacja lub kriokonserwacja
Dehydratacja jest skuteczną metodą konserwowania jaj, która ma następujące zalety: zajmuje mniej miejsca w magazynie, zapewnia łatwość transportu, dobrą jednorodność, łatwiejsze wykorzystanie (produkt gotowy do użycia) oraz stabilną jakość mikrobiologiczną. Jedną z głównych procedur stosowanych w celu odwodnienia jaj i przekształcenia ich w proszek jest metoda liofilizacji lub kriokonserwacji. Proces ten polega na szybkim zamrożeniu (-50 do -60°C) płynnego jaja lub jego części poddanej wcześniej pasteryzacji, a następnie odwodnieniu: woda zawarta w produkcie przechodzi bezpośrednio ze stanu stałego do stanu pary poprzez sublimację, w warunkach niskiej temperatury i próżni.
Do procesu liofilizacji używa się liofilizatora; składa się on z komory próżniowej, źródła ciepła, skraplacza i pompy próżniowej. Główną funkcją komory próżniowej (w której znajduje się żywność) jest przeciwstawianie się różnicy ciśnień, aby nie dochodziło do topnienia lodu, a pompa pomaga utrzymać tę różnicę, usuwając gazy niekondensujące. Źródło ciepła odpowiada za wytworzenie energii, która spowoduje odparowanie lodu, i to właśnie typ tego źródła decyduje o rodzaju używanej liofilizatora. Skraplacz zatrzymuje wilgoć z żywności i zapobiega jej wzrostowi z wnętrza komory i powrotowi do żywności.
Metoda liofilizacji stosowana na jajach przebiega w trzech etapach:
a) wstępne zamrożenie jaja,
b) suszenie pierwotne, w którym woda jest usuwana przez sublimację zachodzącą w warunkach próżni i dodatku ciepła, a kończy się, gdy wzrost temperatury jaja znajdzie się w wartości zbliżonej do otoczenia lub gdy zacznie się ono rozmrażać, oraz
c) suszenie wtórne (zwane też desorpcją), które zachodzi po tym, jak z jaja usunięto już cały lód, ale nadal pozostaje pewna ilość wody w stanie ciekłym (zwanej wodą ściśle związaną), co wymaga zmniejszenia wilgotności do około 2-8%. W celu zmniejszenia wilgotności częściowo wysuszone jajo należy przetrzymać w liofilizatorze przez około 2-6 godzin, a następnie ogrzewać do momentu, gdy jego temperatura zrówna się z temperaturą płyty (20-60°C), utrzymując próżnię i odparowując znaczną część ścieków.
Dzięki procesowi liofilizacji jaja i ich produkty zachowują cechy sensoryczne i jakość odżywczą, ponieważ temperatura nie jest zbyt wysoka. Ponadto, jeśli są prawidłowo pakowane, mają wydłużony okres przydatności do spożycia. Związki lotne nie są absorbowane przez parę wodną i są zatrzymywane w matrycy produktów, co pozwala na zachowanie aromatu jaj w około 80-100%.
Główną zmianą, jaka zachodzi w składzie jaja, jest zmiana czwarto- i trzeciorzędowej struktury białek. Po usunięciu wody w tych strukturach zachodzą zmiany spowodowane odsłonięciem hydrofobowych części białka, wcześniej chronionych wewnątrz struktur trzecio- i czwartorzędowych, ze względu na brak powinowactwa z wodą. Zawartość składników odżywczych i aromat jaj nie ulegają znaczącym zmianom. Ponadto, po usunięciu wody, konserwacja proszku jajecznego jest zachowana, ze względu na niską wilgotność, która ogranicza namnażanie się drobnoustrojów.
Główną wadą tej metody jest to, że jaja mogą być podatne na reakcje utleniania (lipidów, karotenoidów, witamin rozpuszczalnych w tłuszczach i substancji aromatycznych), jeśli nie zostaną zapakowane w opakowanie próżniowe, nieprzepuszczające tlenu i nieprzezroczyste. Proces liofilizacji jest czasochłonny i może trwać do 48 godzin, w zależności od wielkości partii i przetwarzanych jednostek, co zwiększa koszty procesu. Ponadto liofilizator jest kosztownym urządzeniem.
Alternatywne techniki obróbki termicznej jaj
Biorąc pod uwagę fakt, że mikroorganizmy są naturalnie obecne w każdej surowej żywności, istnieją obawy dotyczące zanieczyszczenia jaj. Produkty te mogą być potencjalnie skażone bakteriami pochodzącymi z przewodu pokarmowego zwierzęcia, jego kału i otaczającego środowiska. Ponadto jaja są idealnym podłożem do rozwoju bakterii chorobotwórczych, które są niebezpieczne dla ludzi (Salmonella, Escherichia i Enterobacter).
Techniki pasteryzacji są stosowane w celu przedłużenia okresu przydatności do spożycia i utrzymania jakości produktów jajecznych. Jednakże techniki termiczne mogą mieć negatywny wpływ na właściwości funkcjonalne tej żywności, w tym na ilość składników odżywczych, smak i teksturę. Chociaż procesy cieplne stosowane w pasteryzacji jaj mogą zapewnić bezpieczeństwo żywności poprzez eliminację patogenów wrażliwych na ciepło, niektóre mikroorganizmy odporne na ciepło mogą przetrwać ten proces, psując produkt nawet w warunkach chłodniczych. W ten sposób opracowuje się i stosuje nowe techniki w przemyśle spożywczym.
Nowe technologie utrwalania stanowią interesującą możliwość produkcji żywności wysokiej jakości i wydłużenia jej okresu przydatności do spożycia. Technologie te mają umiarkowany wpływ na profil sensoryczny i cechy jakościowe przetwarzanej żywności (takie jak smak, kolor, aromat i składniki odżywcze), dając producentom żywności możliwość oferowania bezpiecznej żywności o wysokiej jakości.
Jednak nowe techniki w przemyśle jajczarskim muszą być dalej badane, aby można je było uznać za udane procesy przetwórcze, a tym samym produkować na skalę komercyjną. W ten sposób korzyści i bezpieczeństwo uzyskuje nie tylko przemysł, ale także supermarkety i konsumenci.
Nowe technologie przetwarzania żywności obejmują wykorzystanie czynników fizycznych do przetwarzania i utrwalania żywności. Spośród nowych technologii, wysokie ciśnienie hydrostatyczne (HHP), pulsujące pole elektryczne (PEF), obróbka ozonem, promieniowanie ultrafioletowe (UV) i promieniowanie gamma są technologiami nietermicznymi, które znajdują zastosowanie w przypadku jaj i produktów jajecznych.
Wysokie ciśnienie hydrostatyczne
Zastosowanie technologii HHP wzbudziło zainteresowanie przemysłu spożywczego ze względu na jej zdolność do niszczenia drobnoustrojów w bardzo niskich lub umiarkowanych temperaturach, zachowanie bioaktywnych składników odżywczych, poprawę ekstrakcji związków bioaktywnych oraz zmniejszenie potencjału alergennego żywności, takiej jak jaja.
W technologii HHP stosuje się wysokie ciśnienie (zwykle w zakresie od 100 do 1000 MPa) z obróbką cieplną lub bez niej w celu wyeliminowania różnych mikroorganizmów i zagwarantowania bezpieczeństwa mikrobiologicznego produktu końcowego. Proces ten jest realizowany w systemie okresowym, zwykle z wykorzystaniem wody jako medium przenoszącego ciśnienie. Produkty spożywcze są pakowane, ładowane do zbiornika ciśnieniowego, a następnie poddawane ciśnieniu wody.
Zastosowanie ciepła w połączeniu z HHP może powodować fizyczne, chemiczne i biologiczne zmiany w produkcie żywnościowym. Zmiany te zależą od zastosowanego ciśnienia, czasu obróbki oraz temperatury i mogą obejmować denaturację białek oraz zmiany aktywności enzymów.
Podjęto wiele prób sprawdzenia, czy technika HHP może być stosowana jako substytut pasteryzacji termicznej, oraz zidentyfikowania zmian strukturalnych składników jaja w wyniku działania wysokiego ciśnienia. Technika ta została oceniona jako alternatywa dla metod już stosowanych w przypadku jaj w stanie płynnym i stwierdzono, że warunki przetwarzania muszą być dobrze zbadane, ponieważ może to spowodować koagulację białek. Stwierdzono również, że w jajach może wystąpić denaturacja białka wywołana ciśnieniem, z powodu przedostawania się wody do zagłębień cząsteczek białka. Jednakże HHP pod ciśnieniem od 200 do 350 MPa nie spowodowało wykrywalnej denaturacji białek w jajach w stanie płynnym. Inne badania wykazały, że zastosowanie HHP na płynnych jajach jest skuteczną metodą konserwacji. Zastosowanie ciśnienia 600 Mpa w cyklu 2 minutowym w gotowanych jajach było w stanie wydłużyć okres trwałości tych produktów podczas chłodzenia.
Wysokie ciśnienie ma istotne zalety dla przetwórstwa żywności, ponieważ technologia ta nie powoduje pogorszenia jakości termolabilnych składników odżywczych (takich jak witaminy) i nie zmienia związków o niskiej masie cząsteczkowej, głównie tych odpowiedzialnych za smak i aromat. Wysokie ciśnienie nie sprzyja reakcji Maillarda ani brązowieniu enzymatycznemu; nie zmienia więc naturalnego smaku ani barwy żywności.
Zastosowanie HHP powoduje szereg zmian w morfologii, błonie komórkowej i reakcjach biochemicznych mikroorganizmów, a wszystkie te procesy są związane z inaktywacją drobnoustrojów. W szczególności błona komórkowa jest uważana za główny cel inaktywacji mikroorganizmów pod wpływem ciśnienia i ogólnie przyjmuje się, że przeciek składników wewnątrzkomórkowych przez permeabilizowaną błonę komórkową jest najbardziej bezpośrednią przyczyną śmierci komórek w wyniku działania wysokiego ciśnienia.
Badania wykazują, że oprócz zastosowanego poziomu ciśnienia i czasu obróbki, krytycznymi parametrami dla inaktywacji drobnoustrojów są pH, aktywność wody (aw) i temperatura obróbki:
a) mikroorganizmy stają się bardziej wrażliwe na ciśnienie przy niższym pH;
b) obniżenie aktywności wody wywiera efekt ochronny na mikroorganizmy przed obróbką wysokociśnieniową; oraz
c) obróbka termiczna w temperaturach powyżej lub poniżej temperatury pokojowej ma tendencję do zwiększania szybkości inaktywacji mikroorganizmów.
Technologia ta ma duży potencjał do zastosowania w przetwórstwie żywności, ponieważ skutecznie eliminuje mikroorganizmy, zapewniając bezpieczeństwo mikrobiologiczne i wydłużając okres trwałości, zachowując właściwości odżywcze i sensoryczne żywności.
Impulsowe pole elektryczne
Impulsowe pole elektryczne (PEF), lub pole elektryczne o wysokiej intensywności (HELP), jest jedną z nietermicznych technologii przetwarzania żywności, interesującą dla naukowców i przemysłu spożywczego; jest to nowa i alternatywna metoda konserwowania płynnej żywności. Ponadto, jest to obiecująca alternatywa dla tradycyjnej obróbki cieplnej, która daje dobre wyniki, nie tylko poprzez umożliwienie zniszczenia mikroorganizmów i inaktywacji enzymów, ale także poprzez zachowanie smaku, koloru, tekstury, witamin i nie tylko poprzez umożliwienie zniszczenia mikroorganizmów i inaktywacji enzymów, ale także poprzez zachowanie smaku, koloru, tekstury, witamin i funkcjonalnych składników termolabilnych.
Przetwarzanie żywności z zastosowaniem PEF polega na poddawaniu produktu działaniu powtarzających się pól elektrycznych (stanowiących liczbę impulsów) w krótkich odstępach czasu (mikrosekund) w celu inaktywacji enzymów i zniszczenia mikroorganizmów.
W metodzie tej wykorzystuje się impulsy wysokiego napięcia w komorze obróbki zawierającej żywność pomiędzy dwiema elektrodami. Wysokie natężenie elektryczne uzyskuje się poprzez zgromadzenie dużej ilości energii w kondensatorze, który dostarcza i rozładowuje energię w postaci impulsów, przez krótkie okresy czasu, równomiernie i przy minimalnym wzroście temperatury.
Technologia PEF może być jedną z najbardziej odpowiednich metod do przetwarzania płynnej żywności. W ostatnich latach technologia ta cieszyła się dużym zainteresowaniem naukowców, rządów i zainteresowanych gałęzi przemysłu jako potencjalna technika, która w przyszłości może być w pełni rozwinięta.
Badania wykazują, że technologia PEF jest z powodzeniem stosowana do pasteryzacji takich produktów spożywczych, jak produkty mleczne, różne soki owocowe, płynne jaja i zupy kremowe. Zwrócono uwagę na zastosowanie PEF w kontroli mikroorganizmów psujących lub patogennych w różnych produktach jajecznych. Stwierdzono, że metoda ta skutecznie ogranicza aktywność licznych mikroorganizmów w produktach jajecznych.
Płynne jaja są szeroko stosowane w przemyśle spożywczym i przez innych producentów żywności ze względu na wygodę, łatwość obróbki i dłuższy okres przydatności do spożycia w porównaniu z jajami w skorupkach. Jaja są składnikiem wielofunkcyjnym ze względu na swoje właściwości zagęszczające, żelujące, emulgujące, spieniające, barwiące i aromatyzujące, które można wykorzystać do modyfikacji właściwości organoleptycznych i technologicznych wielu produktów spożywczych. Ponadto, płynne produkty jajeczne są również cenne ze względu na wysoką zawartość białka i niski koszt.
Chociaż obróbka termiczna stanowi najbardziej dostępną metodę pasteryzacji jaj w stanie płynnym, może ona wpływać na ich właściwości funkcjonalne i pogarszać jakość produktów. Dlatego zastosowanie PEF, jako nietermicznej technologii przetwarzania żywności, może być alternatywą dla konwencjonalnych termicznych metod konserwacji. Metody łączone z PEF, takie jak homogenizacja, wykazują duży potencjał w zakresie konserwacji płynnych jaj przy niewielkich zmianach ich barwy, lepkości i zdolności do pienienia się.
Inaktywacja mikroorganizmów za pomocą impulsów elektrycznych zależy od kilku czynników, które mają decydujący wpływ na skuteczność obróbki. Czynniki te można podzielić na parametry procesu (intensywność impulsu, czas obróbki i temperatura), właściwości produktu (pH, związki jonowe i przewodność) oraz właściwości mikroorganizmów (typ, stężenie i faza wzrostu).
Bakterie Gram-dodatnie są bardziej odporne na działanie impulsów elektrycznych niż bakterie Gram-ujemne; czynnik ten może wynikać ze sztywności warstw peptydoglikanu obecnych w ich ścianie komórkowej. Grzyby, ze względu na swoje większe rozmiary, są bardziej wrażliwe na ten zabieg niż bakterie.
Narażenie komórki biologicznej na działanie impulsowego pola elektrycznego o dużym natężeniu prowadzi do zjawiska permeabilizacji błony. Prowadzi to do powstawania porów, które są odwracalne, jeśli pole elektryczne jest mniejsze od pewnej wartości krytycznej i trwa przez krótki czas. Zjawisko to nazywane jest elektroporacją i jest wykorzystywane w inżynierii genetycznej. Jednak po przekroczeniu pewnych wartości natężenia pola i czasu przetwarzania, proces ten staje się nieodwracalny, powoduje utratę materiału komórkowego i inaktywację komórki.
Metoda ta ma takie zalety, jak czas obróbki, który jest stosunkowo krótki, zapewnia pasteryzację w niskiej temperaturze, jest skuteczna w przypadku produktów płynnych, zachowuje właściwości sensoryczne produktu i nie wykazuje oznak toksyczności. Technologia ta może więc uzupełniać obróbkę cieplną lub całkowicie ją zastąpić. Metoda PEF nie jest jednak wskazana w przypadku ciał stałych lub cieczy zawierających kieszenie powietrzne.
Metoda PEF jest już jednak wykorzystywana przemysłowo w niektórych przedsiębiorstwach produkujących soki owocowe w Europie, a liczba jej zastosowań rośnie z roku na rok. Niemniej jednak, jej potencjał do zastąpienia lub uzupełnienia metod konwencjonalnych wynika z badań związanych z wykorzystaniem PEF we wszystkich dziedzinach przetwórstwa żywności.
Ozon
W 2001 roku Agencja ds. Żywności i Leków (FDA) zatwierdziła stosowanie ozonu (O3), w postaci gazowej lub płynnej, jako środka dezynfekującego do stosowania w przetwórstwie żywności i w magazynach produktów. Od tego czasu szczególną uwagę zwrócono na zastosowanie O3 jako silnego środka dezynfekującego w różnych środowiskach, takich jak szpitale, fabryki słodyczy, dojrzewalnie serów i wylęgarnie drobiu. Poza działaniem dezynfekującym, O3 w postaci gazowej ma takie same właściwości do dezynfekcji jaj, świeżych owoców i warzyw. W postaci ciekłej, O3 może być stosowany do mycia tuszek drobiowych i rybnych w celu zmniejszenia lub nawet wyeliminowania obciążenia mikrobiologicznego.
O3 jest trójatomową formą tlenu, która zyskuje coraz większe znaczenie w przetwórstwie spożywczym ze względu na wysoką zdolność sanityzacji i szybką degradację, nie pozostawia odpadów na przetwarzanej żywności i jest znana jako wysoce reaktywny środek przeciwdrobnoustrojowy. Dlatego też hipotezą mającą na celu przedłużenie trwałości jaj jest poddanie ich działaniu O3. W wielu badaniach wykazano, że O3 jest bardzo skuteczny w inaktywacji mikroorganizmów, które mogą degradować żywność.
Badania wykazały, że stężenie gazowego O3 pomiędzy 4 a 6 mg.L-1 może być stosowane w celu utrzymania wewnętrznej jakości jaj i przedłużenia ich trwałości. Podsumowując, gazowy O3 ma duży potencjał jako nowa technologia do utrzymania świeżej jakości jaj, a także przedłużenia ich trwałości podczas przechowywania w temperaturze pokojowej.
Ze względu na dużą niestabilność O3 musi być wytwarzany w miejscu dezynfekcji, a jego użycie musi być natychmiastowe, ponieważ szybko rozkłada się na tlen. O3 jest wytwarzany przez wystawienie powietrza lub innego gazu zawierającego zwykły tlen na działanie źródła o wysokiej energii. O3 jest wytwarzany przez wyładowania elektryczne (pioruny), metody elektrochemiczne i promieniowanie UV, z których wszystkie są inspirowane jego naturalnym powstawaniem w atmosferze. Metoda wyładowań elektrycznych jest najpowszechniej stosowana w handlu, choć charakteryzuje się niską wydajnością (2-10%) i wysokim zużyciem energii elektrycznej. Pozostałe metody są mniej opłacalne, ale produkcja O3 metodą UV jest mniejsza niż metodą wyładowań elektrycznych, ponieważ wytwarza ona O3 tylko przy stężeniu 0,1% wagowych
Poza działaniem mikrobójczym, zalety użytkowe O3 to niższa toksyczność i łatwość stosowania. Ponadto jego rozkład na nietoksyczny tlen i szybka degradacja sprawiają, że O3 jest środkiem dezynfekującym nie wytwarzającym odpadów.
Istnienie kilku metod pomiaru stężenia O3 w środowisku jest jedną z zalet stosowania go jako środka dezynfekującego. Na rynku dostępne są metody fizyczne, fizyko-chemiczne i chemiczne. Metody fizyczne mierzą bezpośrednią absorpcję w zakresie widma elektromagnetycznego UV, światła widzialnego i podczerwieni, natomiast metody fizyko-chemiczne są zależne od efektów takich jak ciepło lub chemiluminescencja wywołana reakcjami. Metody chemiczne odnoszą się do ilościowego oznaczania produktów, gdy O3 reaguje z odczynnikami chemicznymi, takimi jak jodek potasu (KI), przy czym najbardziej zalecana w tym przypadku jest metoda Indygo (podstawą metody indygo jest to, że ozon szybko i stechiometrycznie odbarwia trisulfonian indygo w roztworze kwaśnym, dając liniowy spadek absorbancji przy 600 nm wraz ze wzrostem stężenia ozonu).
Jednak O3 nie można uznać za powszechnie korzystny dla żywności, ponieważ w wysokich stężeniach może on sprzyjać jełczeniu oksydacyjnemu, a więc może powodować modyfikacje smaku i barwy produktów spożywczych. Zmiany w cechach sensorycznych lub fizykochemicznych zależą od składu chemicznego żywności, dawki O3 i warunków obróbki.
Ultrafiolet (UV) – opcja popularna w Polsce
Promieniowanie UV wyróżnia się jako jedna z niewielu technologii, która nie generuje pozostałości w środowisku i skutecznie zmniejsza obciążenie mikrobiologiczne, jeśli jest prawidłowo stosowana.
Zastosowanie bakteriobójczego działania promieniowania UV obejmuje trzy kategorie:
a) hamowanie rozwoju mikroorganizmów na powierzchni,
b) niszczenie mikroorganizmów w powietrzu oraz
c) sterylizacja płynów.
W oparciu o te efekty, światło UV jest szeroko stosowane do sanityzacji wody i procesów spożywczych.
Cechy praktyczności i niski koszt, w połączeniu z zaletą, że po zakończeniu procesu nie powstają pozostałości chemiczne, produkty uboczne ani promieniowanie, sprawiają, że UV-C jest doskonałą alternatywą dla dezynfekcji środowisk i produktów.
Promieniowanie UV obejmuje część widma elektromagnetycznego w zakresie od około 100 do 400 nm. Promieniowanie UV składa się z fal o różnych długościach, większych niż promieniowanie rentgenowskie (200 nm) i mniejszych niż światło widzialne (400 nm). Prawdziwe promieniowanie UV jest w rzeczywistości niewidoczne dla ludzkiego oka, ale jego większa część (około 400 nm) ma kolor fioletowy, stąd nazwa ultrafiolet.
Długość fali promieniowania UV można podzielić na trzy zakresy:
a) fale długie (UV-A, 400-320 nm), które występują w świetle słonecznym i mają niewielką wartość bakteriobójczą;
b) fale średnie (UV-B, 320-280 nm), które również występują w świetle słonecznym i mają działanie bakteriobójcze;
c) fale krótkie (UV-C, 280-100 nm), które mają największe działanie bakteriobójcze i nie występują naturalnie, są wytwarzane w procesie przetwarzania energii elektrycznej.
Jak wspomniano, światło słoneczne może być źródłem promieniowania UV; wiadomo jednak, że zakres słonecznego promieniowania UV-C o większym potencjale bakteriobójczym jest blokowany przez ozon stratosferyczny. Sztucznym źródłem tego promieniowania są rtęciowe lampy średnio- i niskociśnieniowe, które wytwarzają energię w zakresie bakteriobójczym i które pod względem elektrycznym są identyczne z lampami fluorescencyjnymi, z wyjątkiem braku osłony fosforowej. Lampy te składają się z hermetycznej rurki krzemionkowej lub kwarcowej (obie są przekaźnikami promieniowania UV), na końcach której znajdują się elektrody wolframowe z domieszką metali ziem alkalicznych, co ułatwia powstawanie łuku elektrycznego wewnątrz lampy. Do wnętrza lampy wprowadzana jest niewielka ilość rtęci oraz gaz obojętny – zwykle argon. Napięcie między elektrodami powoduje wzbudzenie atomów rtęci, a następnie, gdy wracają one do poziomu o mniejszej energii, wzbudzone cząsteczki emitują światło UV. Niskociśnieniowe lampy UV – lub monochromatyczne – emitują 85-90% promieniowania o długości fali 254 nm, co zapewnia większą skuteczność bakteriobójczą. Dlatego w badaniach kinetycznych dezynfekcji UV, średnia intensywność promieniowania bakteriobójczego wynosi 254 nm. W lampach średniociśnieniowych – lub polichromatycznych – przy określaniu dawki należy brać pod uwagę udział każdego promieniowania o innej długości fali.
Istnieją dwa sposoby stosowania światła UV: światło impulsowe i ciągłe. Tryb ciągły jest metodą konwencjonalną; światło jest emitowane w sposób ciągły bez przerwy. W trybie pulsacyjnym światło UV jest emitowane w postaci przerywanych impulsów przy użyciu kondensatora, co pozwala na zwiększenie intensywności energii w każdym impulsie.
Dlatego też tryb pulsacyjny jest bardziej efektywny w inaktywacji mikrobiologicznej i jest najczęściej stosowaną metodą.
Stopień oddziaływania promieniowania UVC na mikroorganizmy zależy od dawki promieniowania, którą mogą one zaabsorbować. Dawka wymagana do zniszczenia komórki bakteryjnej jest stosunkowo niska i zależy od intensywności i czasu naświetlania. Wpływ różnych przeszkód może mieć wpływ na optymalną dawkę promieniowania UV, ponieważ światło emitowane przez lampę bakteriobójczą może nie być absorbowane przez większość mikroorganizmów. Zarodniki mikroorganizmów wykazują wysoką odporność na promieniowanie UV, a dawka subletalna może sprzyjać ich wzrostowi, a nie hamować go, dlatego jej stosowanie jest ważne w środowiskach i produktach, w których nie ma materii organicznej i przeszkód. W ten sposób mikroorganizmy obecne na gładkich i regularnych powierzchniach są bardziej podatne na działanie promieniowania UV niż te obecne na powierzchniach nieregularnych.
Promieniowanie ultrafioletowe o krótkiej fali (UV-C) okazało się przydatne do pasteryzacji płynnych produktów spożywczych w odpowiednich reaktorach. W kilku badaniach wykazano, że właściwości organoleptyczne płynnych produktów jajecznych poddanych działaniu promieniowania UV są porównywalne z tymi, które nie zostały poddane tej obróbce; dlatego są one doskonałymi kandydatami do zastosowania UV-C. Jeśli chodzi o wzrost obciążenia mikrobiologicznego, badania wykazały, że obróbka UV-C pozytywnie wpłynęła na długoterminową stabilność mikrobiologiczną jaj w stanie płynnym, a okres przydatności do spożycia został wydłużony do 8 tygodni w warunkach chłodniczych. Tak więc, obróbka UV-C jest obiecującą technologią przedłużającą trwałość płynnych produktów jajecznych. Dwumian czasowo-temperaturowy ma zasadnicze znaczenie dla produkcji jaj pasteryzowanych o wysokiej jakości mikrobiologicznej.
Efekt biobójczy występuje, gdy promieniowanie UV-C dociera do powierzchni mikroorganizmu, pokonując błonę komórkową i uszkadzając jego materiał genetyczny DNA. Uszkodzenie DNA następuje poprzez tworzenie dimerów tyminy. Tworzenie dimerów tyminy to proces odrywania się zasad azotowych adeniny i tyminy (A-T) od DNA. W wyniku tego rozerwania powstaje nowe wiązanie chemiczne między dwiema tyminami, tworząc dimery tyminy (T-T). Nowe wiązanie uniemożliwia replikację i transkrypcję DNA, co prowadzi do śmierci mikroorganizmu.
Do zalet stosowania promieniowania UV-C do sterylizacji i dezynfekcji żywności należy to, że nie jest ono produktem ubocznym, nie zmienia cech sensorycznych (smaku, koloru czy zapachu), nie przenosi radioaktywności, jest procesem suchym, nie generuje ciepła poza urządzeniem i jest tanie.
Głównym ograniczeniem tej technologii jest niski stopień penetracji, który utrudnia dotarcie promieniowania do wszystkich mikroorganizmów znajdujących się w żywności. Z tego powodu jest ona szerzej stosowana w sterylizacji powierzchniowej, na przykład w opakowaniach żywności i w foliach jadalnych. Jednak w przypadku żywności płynnej zaleca się stosowanie przepływu turbulentnego podczas przetwarzania.
Promieniowanie gamma
Promieniowanie jonizujące, w postaci promieni gamma, uzyskiwane z izotopów lub komercyjnie z promieniowania rentgenowskiego i elektronów, jest stosowane w konserwacji żywności poprzez eliminację drobnoustrojów lub hamowanie zmian biochemicznych. Ma ona kilka zalet, takich jak niskie lub zerowe wytwarzanie ciepła, niskie zapotrzebowanie na energię, utrwalanie żywności w jednej operacji, napromieniowywanie produktów pakowanych lub mrożonych, poza tym może powodować zmiany wartości odżywczej żywności, podobnie jak inne metody konserwacji.
Promieniowanie gamma jest rodzajem promieniowania elektromagnetycznego wytwarzanego w procesach rozpadu jądrowego. Są one bardzo energetyczne ze względu na ich wysoką częstotliwość, a co za tym idzie – małą długość fali. Ogólnie rzecz biorąc, częstotliwość promieniowania gamma wynosi powyżej 1019 Hz, co oznacza długość fali poniżej 10-12 m i energie powyżej 0,1 MeV (energia promieniowania widzialnego wynosi od 1 do 4 eV, czyli około 50 000 razy mniej).
Napromieniowanie przeprowadza się w specjalnym pomieszczeniu lub komorze przez określony czas. Żywność poddawana jest działaniu promieniowania w urządzeniu zwanym napromiennikiem. Urządzenie to składa się ze źródła kobaltu-60 zainstalowanego w bunkrze, czyli komorze napromieniowywania, której ściany stanowią betonowe osłony w formie labiryntów. Źródło promieniowania, gdy elektrownia nie pracuje, jest przechowywane w basenie (studni wodnej) z uzdatnioną i zdemineralizowaną wodą. Studnia jest wyłożona powłoką ze stali nierdzewnej, wewnątrz osłony. Produkty spożywcze, które mają być poddane napromieniowaniu, umieszcza się w pojemnikach i poprzez kolejkę jednoszynowa wprowadza do komory napromieniowania, gdzie otrzymują zaprogramowaną dawkę promieniowania gamma. Wykwalifikowani operatorzy elektronicznie monitorują źródło promieniowania i obróbkę produktów z konsoli znajdującej się w pomieszczeniu poza komorą napromieniania.
Źródłami promieniowania gamma powszechnie stosowanymi w zakładach komercyjnych są kobalt 60 i cez 137. Źródła tych izotopów nie można wyłączyć, dlatego są one przechowywane w zbiorniku z wodą umieszczonym poniżej obszaru przetwarzania, co pozwala na zbliżenie się do operatora maszyny. Podczas pracy napromiennika źródło jest uniesione, a zapakowana żywność jest transportowana za pomocą zautomatyzowanego przenośnika przez pole napromieniania po trasie okrężnej, co pozwala na uzyskanie jednorodności i wydajności procesu.
Jeśli chodzi o inaktywację drobnoustrojów, skuteczność oddziaływania na mikroorganizmy zależy od kilku czynników:
a) liczby mikroorganizmów: im większa ilość mikroorganizmów obecnych w żywności, tym wyższa wymagana dawka promieniowania;
b) składu żywności: mikroorganizmy na bogatych pożywkach są bardziej odporne niż w roztworze buforowym;
c) tlenu: obecność tlenu sprawia, że mikroorganizmy są mniej odporne na promieniowanie;
d) stanu materii: odwodnione lub zamrożone komórki są bardziej odporne na promieniowanie niż w stanie normalnym;
e) stan mikroorganizmu: mikroorganizmy w fazie lag są bardziej odporne; oraz
f) radiooporność mikroorganizmu: ogólnie rzecz biorąc, im bardziej złożone DNA, tym większa jest wrażliwość mikroorganizmów na napromieniowanie.
Zastosowanie promieniowania jonizującego jest alternatywną metodą redukcji mikroorganizmów chorobotwórczych na jajach (takich jak Salmonella spp.), gdy zastosowanie ciepła jest niepraktyczne lub niepożądane dla konserwacji żywności. Napromieniowanie w odpowiedniej dawce eliminuje patogeny przenoszone drogą pokarmową w zamrożonych i niezamrożonych jajach płynnych, białkach i żółtkach jaj w proszku, świeżych całych jajach z nienaruszoną skórką oraz jajach gotowanych.
Zalety stosowania napromieniowania jako metody konserwacji w porównaniu z innymi metodami są następujące:
a) czas, ponieważ napromieniowanie może być zastosowane w ciągu kilku minut;
b) metoda nie pozostawia pozostałości w żywności, ponieważ tylko promienie gamma wchodzą w kontakt z żywnością, bez ryzyka skażenia radioaktywnego;
c) może być stosowana na szerokiej gamie owoców;
d) zapobiega ponownemu zanieczyszczeniu żywności, ponieważ produkt jest już zapakowany w trakcie procesu; oraz
e) proces na zimno, który pozwala uniknąć uszkodzeń spowodowanych wzrostem temperatury i umożliwia napromieniowanie produktów schłodzonych i zamrożonych.
Wadami stosowania napromieniania są wysoki koszt początkowy i trudności w ustaleniu właściwych dawek.
Pomimo tych wszystkich korzyści, istnieje kilka barier, które nadal istnieją i uniemożliwiają szeroką komercjalizację napromieniowanej żywności, głównie związanych z kosztami i oporem konsumentów wynikającym z braku informacji.
Głównym problemem związanym z bezpieczeństwem żywnościowym jaj jest obecność mikroorganizmów chorobotwórczych. W celu ograniczenia problemów wynikających z zanieczyszczenia jaj, a także przedłużenia okresu przydatności do spożycia i zapewnienia większego bezpieczeństwa konsumentom, poddaje się je procesom termicznym i nietermicznym. Pasteryzacja jest szeroko stosowaną metodą termiczną, która jest skuteczna w odkażaniu tej żywności, ale zastosowanie ciepła może zmienić jakość odżywczą, smak i konsystencję produktów. Alternatywą dla tradycyjnej pasteryzacji są nowe technologie. W związku z tym duże znaczenie mają alternatywne metody utrwalania żywności, które minimalizują prawdopodobieństwo wystąpienia ognisk zatruć pokarmowych i prowadzą do poprawy bezpieczeństwa żywności. Nowe technologie są skuteczne w zmniejszaniu ilości drobnoustrojów, a jeśli są dobrze stosowane, powodują niewielkie zmiany właściwości odżywczych i organoleptycznych, przyczyniając się do oferowania świeższych produktów, a ponadto są bezpieczne z mikrobiologicznego punktu widzenia. Ponadto należy zbadać możliwość połączenia metod pasteryzacji z innymi alternatywnymi metodami w celu zapewnienia jakości jaj i ich produktów bez wpływu na ich właściwości i funkcje.
JAJA W UNII EUROPEJSKIEJ (stan na kwiecień 2022)
W Unii Europejskiej jest ponad 350 milionów kur niosek. Kury nioski produkują rocznie blisko 6,7 mln ton jaj. UE wspiera producentów jaj poprzez normy handlowe i od czasu do czasu niektóre środki wsparcia rynku.
Jaja są objęte wspólną organizacją rynku (aktywny link)i nigdy nie podlegały płatnościom powiązanym ani kwotom produkcyjnym.
Standardy marketingowe
UE posiada normy handlowe dla jaj. Mają one na celu zapewnienie wysokiej jakości produktu, ochronę konsumentów oraz spójność norm na rynku UE.
Przepisy UE określają szczegółowe zasady, które jaja muszą spełnić, aby mogły zostać wprowadzone do obrotu w UE. Ogólnie określa, w jaki sposób:
jaja i opakowania jaj powinny być oznakowane;
jaja powinny być klasyfikowane według jakości i wagi;
stacje pakowania muszą funkcjonować;
jaja muszą być pakowane, przechowywane, transportowane i prezentowane do sprzedaży detalicznej.
Tabela. Miesięczne ceny rynkowe jaj (L&M) w Unii Europejskiej.
| za 100 kg jaj | February 2021 | March | April | May | June | July | August | September | October | November | December | January | February 2022 | change -1 year | |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Belgium | EUR | 109.8175 | 121.4661 | 122.1 | 115.0703 | 117.931 | 101.6848 | 98.0142 | 118.488 | 130.3897 | 137.7197 | 138.2416 | 134.5977 | 141.1159 | wzrost ceny 28,50% |
| Bulgaria | EUR | 104.9775 | 108.4025 | 103.5258 | 86.7455 | 85.2892 | 93.8489 | 102.6601 | 121.8589 | 120.7558 | 122.0162 | 131.1614 | 115.4129 | 125.4966 | wzrost ceny 19,50% |
| Bulgaria | BGN | 205.315 | 212.0135 | 202.4757 | 169.6568 | 166.8087 | 183.5497 | 200.7826 | 238.3317 | 236.1742 | 238.6393 | 256.5255 | 225.7245 | 245.4463 | wzrost ceny 19,50% |
| Czechia | EUR | 114.6672 | 113.4552 | 114.917 | 113.0774 | 109.6996 | 103.6361 | 106.4997 | 105.5734 | 116.483 | 121.5517 | 120.9605 | 125.79 | 129.343 | wzrost ceny 12,80% |
| Czechia | CZK | 2967.2225 | 2969.889 | 2982.303 | 2893.0187 | 2792.3057 | 2655.9497 | 2712.4823 | 2679.674 | 2969.8539 | 3085.9233 | 3057.0326 | 3082.1442 | 3157.3893 | wzrost ceny 6,40% |
| Denmark | EUR | 168.0865 | 168.0937 | 168.0819 | 168.0965 | 186.3538 | 168.0725 | 168.0802 | 168.0981 | 168.0198 | 168.073 | 168.0952 | 167.997 | 167.9909 | spadek ceny -0,10% |
| Denmark | DKK | 1250 | 1250 | 1250 | 1250 | 1385.8 | 1250 | 1250 | 1250 | 1250 | 1250 | 1250 | 1250 | 1250 | wzrost ceny 0,00% |
| Germany | EUR | 120.7525 | 132.0894 | 115.7073 | 104.9919 | 105.8267 | 99.4829 | 99.7948 | 115.4547 | 117.94 | 119.0533 | 126.4716 | 119.6361 | 128.8922 | wzrost ceny 6,70% |
| Estonia | EUR | 132.655 | 130.5939 | 138.0853 | 133.0352 | 134.7423 | 132.0813 | 131.7284 | 130.6983 | 125.5287 | 131.816 | 132.0032 | 135.351 | 140.2715 | wzrost ceny 5,70% |
| Ireland | EUR | 143.85 | 143.85 | 143.85 | 143.85 | 143.85 | 143.85 | 143.85 | 143.85 | 143.85 | 142.0847 | 140.54 | 140.5445 | 141.3981 | spadek ceny -1,70% |
| Greece | EUR | 131.8 | 149.3774 | 142.463 | 139.9248 | 140.4267 | 142.2687 | 145.4729 | 144.226 | 141.4913 | 143.241 | 145.1716 | 146.7665 | 150.643 | wzrost ceny 14,30% |
| Spain | EUR | 88.955 | 101.7216 | 94.7767 | 85.5487 | 84.651 | 83.7823 | 87.5271 | 98.5197 | 105.4948 | 111.6077 | 111.9619 | 110.369 | 117.5048 | wzrost ceny 32,10% |
| France | EUR | 101.8575 | 116.0574 | 124.2233 | 122.7297 | 127.267 | 120.3971 | 121.6887 | 137.0623 | 141.55 | 140.8987 | 149.3774 | 152.3068 | 150.6889 | wzrost ceny 47,90% |
| Croatia | EUR | 133.8992 | 132.7488 | 138.2627 | 134.9115 | 137.7537 | 137.6748 | 136.9166 | 138.1179 | 150.9885 | 154.294 | 153.0663 | 156.3248 | 155.4085 | wzrost ceny 16,10% |
| Croatia | HRK | 1013.935 | 1006.0403 | 1046.515 | 1015.2584 | 1032.9343 | 1032.8977 | 1026.4687 | 1034.9437 | 1134.4548 | 1160.1347 | 1151.2152 | 1176.1281 | 1170.633 | wzrost ceny 15,50% |
| Italy | EUR | 178.47 | 180.8103 | 176.9867 | 171.83 | 171.19 | 168.269 | 168.5239 | 175.807 | 179.0332 | 183.4007 | 200.2045 | 204.1739 | 208.0526 | wzrost ceny 16,60% |
| Cyprus | EUR | 160.18 | 160.18 | 160.18 | 160.18 | 160.18 | 160.18 | 160.18 | 160.18 | 160.18 | 160.18 | 160.5432 | 160.6723 | 166.5841 | wzrost ceny 4,00% |
| Latvia | EUR | 117.6175 | 122.2794 | 124.891 | 120.9371 | 114.5883 | 114.4852 | 112.2516 | 119.0213 | 129.1968 | 129.3323 | 126.3852 | 129.0694 | 122.8033 | wzrost ceny 4,40% |
| Lithuania | EUR | 102.375 | 109.7287 | 106.6503 | 103.4958 | 102.8273 | 99.4287 | 101.0742 | 107.2863 | 110.7848 | 110.1717 | 112.2019 | 123.0519 | 122.8389 | wzrost ceny 20,00% |
| Hungary | EUR | 125.2853 | 133.0119 | 133.8591 | 127.6701 | 124.2871 | 117.4147 | 117.7691 | 130.0645 | 134.8539 | 139.0383 | 145.3299 | 141.5255 | 142.2385 | wzrost ceny 13,50% |
| Hungary | HUF | 44884.11 | 48626.7287 | 48302.8583 | 45237.6139 | 43473.7753 | 41888.5794 | 41483.8565 | 45790.017 | 48631.6977 | 50661.955 | 53398.4142 | 50879.359 | 50679.6781 | wzrost ceny 12,90% |
| Malta | EUR | 154.47 | 157.5645 | 161.06 | 158.6619 | 159.417 | 171.241 | 171.6616 | 168.58 | 168.19 | 163.7387 | 171.8523 | 163.8358 | 183.51 | wzrost ceny 18,80% |
| Netherlands | EUR | 131.25 | 138.6452 | 131.3333 | 121.4194 | 123.3667 | 119.2258 | 117.3871 | 128.1667 | 133.129 | 134.8333 | 137.129 | 133.4516 | 139.963 | wzrost ceny 6,60% |
| Austria | EUR | 190.1075 | 191.0781 | 190.6497 | 187.5894 | 189.8573 | 190.5174 | 191.0761 | 198.9587 | 198.3858 | 201.3303 | 202.9752 | 205.0226 | 203.3548 | wzrost ceny 7,00% |
| Poland | EUR | 131.7404 | 145.8306 | 145.6947 | 140.2772 | 140.2986 | 132.5671 | 134.8755 | 152.3543 | 152.7777 | 148.8507 | 157.4148 | 153.7868 | 150.3733 | wzrost ceny 14,10% |
| Poland | PLN | 592.6375 | 670.2026 | 665.8863 | 635.4558 | 631.2853 | 604.1839 | 616.2361 | 695.493 | 701.811 | 691.2527 | 727.2232 | 700.4358 | 683.3707 | wzrost ceny 15,30% |
| Portugal | EUR | 115.41 | 120.0719 | 120.37 | 120.37 | 120.37 | 119.2345 | 118.3255 | 120.9733 | 128.3494 | 134.92 | 134.92 | 134.92 | 138.5781 | wzrost ceny 20,10% |
| Romania | EUR | 115.2033 | 111.1641 | 104.2075 | 97.9691 | 96.6304 | 96.2579 | 98.0873 | 103.0936 | 109.5254 | 115.4715 | 117.6042 | 114.1572 | 115.059 | spadek ceny -0,10% |
| Romania | RON | 561.615 | 543.1687 | 512.7827 | 482.531 | 475.7443 | 474.1545 | 482.8916 | 509.9237 | 541.9145 | 571.5017 | 582.0684 | 564.5761 | 569.0663 | wzrost ceny 1,30% |
| Slovenia | EUR | 139.75 | 162.4119 | 159.2803 | 163.5226 | 160.854 | 153.2255 | 151.171 | 150.6807 | 149.0765 | 150.8653 | 148.1958 | 143.9842 | 159.0152 | wzrost ceny 13,80% |
| Slovakia | EUR | 122.63 | 125.2658 | 121.8823 | 112.8235 | 104.8743 | 108.7684 | 115.9823 | 118.5867 | 124.8003 | 127.356 | 135.1242 | 132.8994 | 133.2041 | wzrost ceny 8,60% |
| Finland | EUR | 150.3425 | 151.7642 | 151.75 | 148.1539 | 147.876 | 148.011 | 149.8148 | 148.0013 | 149.2052 | 149.45 | 150.3184 | 149.9519 | 148.8256 | spadek ceny -1,00% |
| Sweden | EUR | 176.7222 | 195.0294 | 194.1567 | 197.1826 | 197.9035 | 195.2536 | 195.2404 | 195.2816 | 200.8632 | 198.9314 | 172.1229 | 183.9872 | 168.8604 | spadek ceny -4,40% |
| Sweden | SEK | 1782.75 | 1983.3226 | 1975.3 | 1999.7419 | 2003.2 | 1990.4194 | 1995.0323 | 1985.8333 | 2020.3871 | 1996.7 | 1769.1613 | 1902 | 1778.7037 | spadek ceny -0,20% |
| EU | EUR | 126.2775 | 134.9304 | 131.3341 | 125.3014 | 126.0493 | 121.5286 | 122.6114 | 133.313 | 137.5212 | 139.6528 | 144.7538 | 143.7795 | 146.7979 | wzrost ceny 16,30% |
Handel
Jaja przywożone z krajów trzecich podlegają cłom przywozowym. W ramach międzynarodowych i dwustronnych umów handlowych UE prowadzi system kontyngentów importowych z przydziałami dla poszczególnych krajów, dostępny dla wszystkich producentów (erga omnes).
Dozwolony jest import jaj przeznaczonych do spożycia z krajów spoza UE, ale muszą one spełniać określone warunki (aktywny link) dotyczące zdrowia zwierząt i bezpieczeństwa żywności. W przypadku jaj konsumpcyjnych muszą również spełniać przepisy dotyczące norm handlowych.
Podstawy prawne
Jaja są jednym z produktów objętych rozporządzeniem UE 1308/2013 (aktywny link) w sprawie wspólnej organizacji rynków rolnych. Normy handlowe są dalej rozwijane w Rozporządzeniu UE 589/2008,(aktywny link) natomiast kryteria praktyk w zakresie monitorowania rynku są wskazane w Rozporządzeniu Wykonawczym UE 2017/1185(aktywny link) .
Monitorowanie rynku
Na comiesięcznym komitecie ds. wspólnej organizacji rynków rolnych Komisja Europejska przedstawia sytuację rynkową w sektorze jaj. UE monitoruje rynek jaj w celu identyfikowania niestabilności rynku, dostarczania rolnikom i przetwórcom dokładnych informacji o sytuacji rynkowej oraz wspomagania podejmowania decyzji w zakresie polityki publicznej.
Monitoring rynku w praktyce
Każdy kraj UE musi przedłożyć Komisji, najpóźniej do godziny 12:00 (CET) w każdą środę, cenę hurtową jaj klasy A od kur z klatek (średnia dla jaj dużych i średnich), która obecnie obowiązuje w przeliczeniu na 100 kg.
Ceny podane są dla produktów na stacjach pakowania. W przypadku gdy produkcja w klatkach nie jest już reprezentatywna, dane państwo UE podaje cenę hurtową jaj klasy A wytwarzanych przez kury nioski utrzymywane w systemach ściółkowych, która ma zastosowanie w przeliczeniu na 100 kg.
Zostało to określone w Rozporządzeniu Wykonawczym UE 2017/1185 .
klikaj w wykres aby powiększyć
źródło: europa.eu, Autor:Poliana Mendes de Souza, Regiane de Melo, Miriam Aparecida de Aguilar Santos, Fabiana Regina Lima and Kássia Héllen Vieira





- Znakomity
- Bardzo Dobry
- Dobry
- Przeciętny
- Słaby
- Beznadziejny







Więcej
Czy ludzie agresywni powinni być izolowani i co się dzieje z ich mózgiem?
Czy Polsce grozi epidemia Ćpunów?
Ci ludzie są tak głupi a może tak mądrzy albo chorzy?